
Trải qua hơn một thế kỷ của sự phát triển, lịch sử hình thành công nghệ sản xuất của Toyota là một hành trình đầy chông gai và tiến triển đầy ý nghĩa. Từ những bước đầu tiên của việc tạo ra các bộ phận tương thích tại các kho vũ khí Mỹ đến việc định hình Hệ thống Sản xuất Toyota vào những năm 2000, sự tiến bộ này đã tạo nên một ảnh hưởng to lớn trong ngành công nghiệp ô tô và sản xuất hàng loạt.
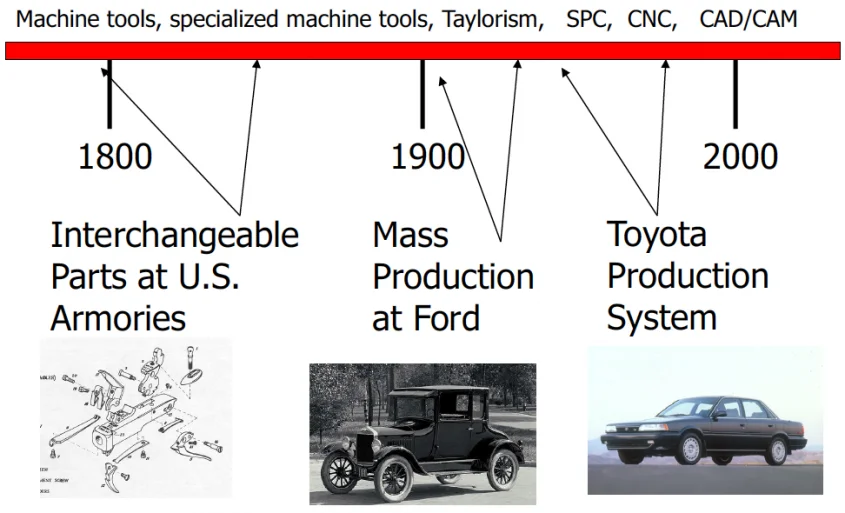
Khởi nguồn ban đầu của công nghệ sản xuất hiện đại có thể được tìm thấy trong việc áp dụng các bộ phận tương thích trong quá trình sản xuất vũ khí tại các kho vũ khí của Hoa Kỳ vào thế kỷ 19. Ý tưởng này cho phép việc sản xuất hàng loạt dễ dàng hơn và giảm thiểu thời gian cần thiết cho việc tạo ra các sản phẩm.
Thời kỳ này chứng kiến sự bùng nổ của phương pháp sản xuất hàng loạt tại Ford Motor Company, được biết đến với dòng chảy công việc liên tục (continuous flow) và sự tối ưu hóa quy trình sản xuất. Đây là giai đoạn mà việc tăng cường hiệu suất sản xuất thông qua việc tối ưu hóa quá trình và kiểm soát chất lượng đã trở thành xu hướng hàng đầu trong ngành công nghiệp ô tô.
Toyota Production System (TPS) là bước đột phá mang tính cách mạng trong lịch sử sản xuất ô tô. TPS không chỉ tập trung vào việc tối ưu hóa quy trình sản xuất mà còn chú trọng vào khía cạnh nhân sự và quản lý. TPS tập trung vào việc loại bỏ lãng phí, tối ưu hóa hiệu suất và tạo ra sự linh hoạt trong quy trình sản xuất.
Từ việc áp dụng nguyên lý "Just-in-Time" (Chỉ Sản Xuất Đúng Lúc, Sản xuất JIT) đến việc phát triển nền tảng vững chắc của "Kaizen" (Tiếp Tục Cải Tiến), Toyota đã xây dựng một cách tiếp cận độc đáo về sản xuất ô tô, mở ra một thời kỳ mới với sự tập trung vào hiệu suất, chất lượng và sự linh hoạt.
Từ lịch sử hình thành ban đầu cho đến ngày nay, công nghệ sản xuất của Toyota đã trở thành một nguồn cảm hứng to lớn cho nhiều công ty trong và ngoài ngành công nghiệp ô tô. Công nghệ này không chỉ tạo ra cơ hội để cải thiện quy trình sản xuất mà còn mở ra cánh cửa cho sự đổi mới liên tục và tư duy sáng tạo trong môi trường sản xuất.
Tóm lại, lịch sử hình thành công nghệ sản xuất của Toyota không chỉ là một hành trình tiến triển về công nghệ mà còn là một hành trình về triết lý quản lý và sự tiếp tục cải tiến. Sự tiếp nối và ứng dụng thông qua các thế hệ đã củng cố vị thế của Toyota là một trong những hãng xe hàng đầu thế giới với sự cam kết vững chắc đối với chất lượng và hiệu suất.
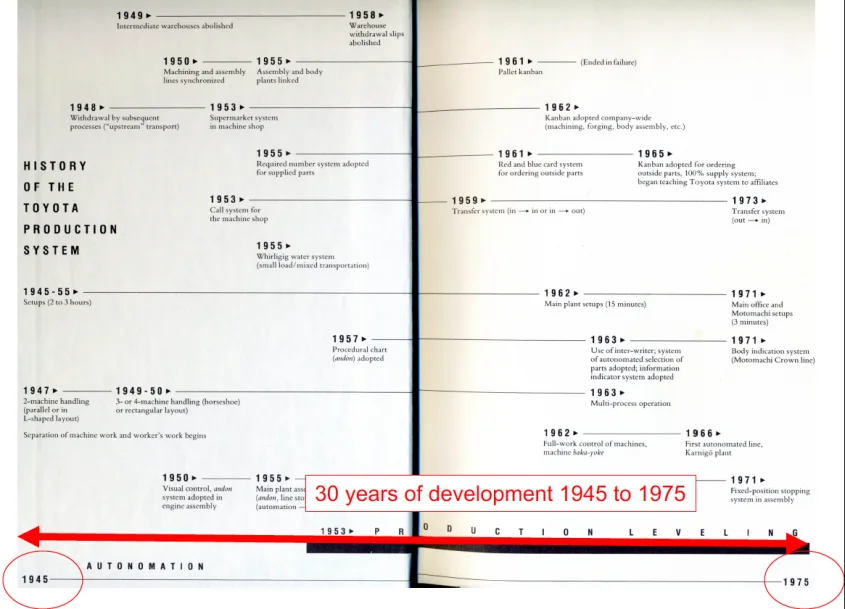
Hệ thống Sản xuất Toyota (TPS) không chỉ là một phương pháp sản xuất mà còn là một triết lý quản lý với mục tiêu tối ưu hóa hiệu suất, chất lượng và linh hoạt. Ban đầu hình thành vào những năm đầu của thế kỷ 20, TPS đã trải qua một hành trình phát triển không ngừng trong suốt 30 năm qua.
Trong giai đoạn này, TPS bắt đầu thu hút sự chú ý đối với việc áp dụng các nguyên lý như Sản xuất JIT và "Jidoka" (Tự Động Dừng Lỗi). Nguyên tắc "Just-in-Time" giúp loại bỏ lãng phí bằng cách sản xuất đúng lượng cần thiết và đúng thời điểm, trong khi "Jidoka" tập trung vào việc ngăn chặn lỗi sản xuất và tự động dừng quá trình nếu phát hiện sự cố.
Thập kỷ này chứng kiến sự lan rộng của TPS từ Toyota đến nhiều công ty sản xuất khác. Các nguyên tắc của TPS đã trở thành điểm tựa cho sự tối ưu hóa quy trình sản xuất và kiểm soát chất lượng trong nhiều ngành công nghiệp khác nhau.
Trong thời kỳ này, TPS đã tiếp tục tiến xa hơn với việc áp dụng các phương pháp kỹ thuật số và công nghệ thông tin vào quy trình sản xuất. Sự kết hợp giữa TPS và các công nghệ mới đã tạo ra sự linh hoạt và tăng cường khả năng đáp ứng nhanh chóng với yêu cầu thị trường.
Trải qua 30 năm phát triển, TPS không chỉ dừng lại ở việc tối ưu hóa quy trình sản xuất mà còn đang tích hợp và mở rộng với mô hình sản xuất toàn cầu. Toyota không ngừng nỗ lực để cải thiện TPS, từ việc tập trung vào chất lượng sản phẩm đến việc đáp ứng nhanh chóng với sự biến đổi của thị trường toàn cầu.
TPS không chỉ là một hệ thống sản xuất mà còn là một triết lý quản lý và cách tiếp cận sáng tạo. Sự ổn định và hiệu quả của TPS đã trở thành nguồn cảm hứng cho nhiều công ty trên khắp thế giới, đặc biệt trong việc áp dụng các phương pháp tiên tiến để nâng cao hiệu suất và linh hoạt trong sản xuất.
Trong tương lai, sự tiếp tục của TPS sẽ tiếp tục thách thức và thay đổi cách chúng ta nhìn nhận về quy trình sản xuất, tạo ra cơ hội để cải thiện không ngừng và tạo ra những đột phá sáng tạo mới.
Tại Nhật Bản, các nhà máy lắp ráp thường được biết đến với sự hiệu quả và chính xác. Thường nhỏ hơn về quy mô nhưng lại có sự tự động hóa và chất lượng cao. Đặt ở gần trung tâm thành phố do hạn chế về không gian, những nhà máy này luôn chú trọng vào việc sản xuất các phương tiện với chất lượng cao.
Ở bên kia Thái Bình Dương, các nhà máy của Nhật Bản tại Bắc Mỹ giống với các nhà máy ở quê hương nhưng đã thích nghi với địa phương. Họ vẫn giữ sự tập trung vào hiệu suất và chất lượng, nhưng điều chỉnh phương pháp sản xuất để phù hợp với thị trường và phương pháp lao động ở Bắc Mỹ.
Mặt khác, những nhà máy của người Mỹ tại Bắc Mỹ thường lớn hơn và linh hoạt hơn. Lan rộng khắp các vùng, những nhà máy này có khả năng thích nghi với nhu cầu đa dạng của thị trường. Chúng chủ yếu tập trung vào tính linh hoạt và phục vụ các nhu cầu đặc thù của từng khu vực.
Và rồi là châu Âu - một hỗn hợp của các chiến lược nhà máy lắp ráp. Từ việc tập trung vào hiệu suất tương tự như cách tiếp cận của người Nhật đến tính linh hoạt giống như những nhà máy của người Mỹ, cảnh quan tại châu Âu là sự pha trộn của nhiều ảnh hưởng khác nhau. Phương pháp lao động và những đặc điểm thị trường cụ thể ở từng quốc gia châu Âu đóng vai trò quan trọng trong việc định hình các chiến lược đa dạng này.
Nhìn lại, thật thú vị khi thấy các khu vực khác nhau mang đến sự đa dạng cho những đặc điểm của nhà máy lắp ráp, phản ánh sự kết hợp của các phương pháp công nghiệp, động lực thị trường và sự thích nghi chiến lược từ các nhà sản xuất.
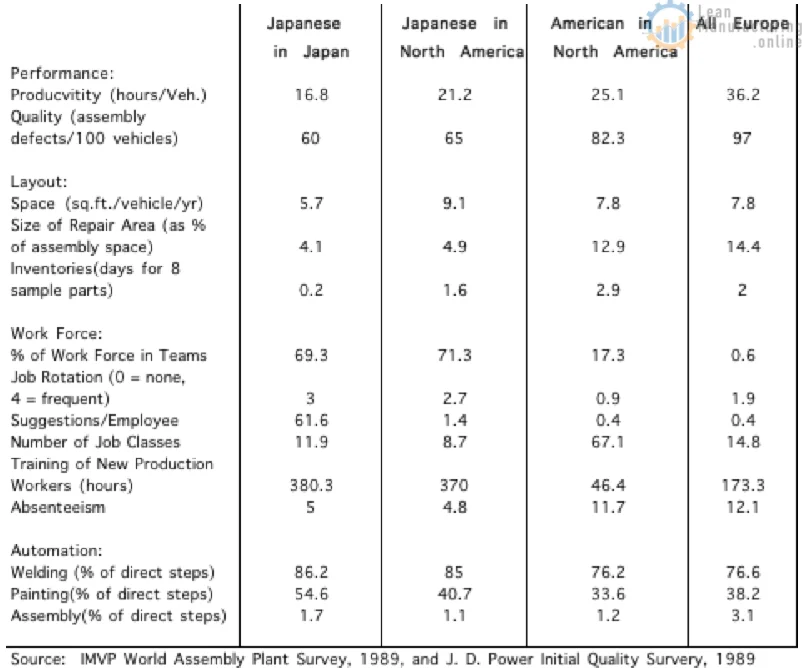
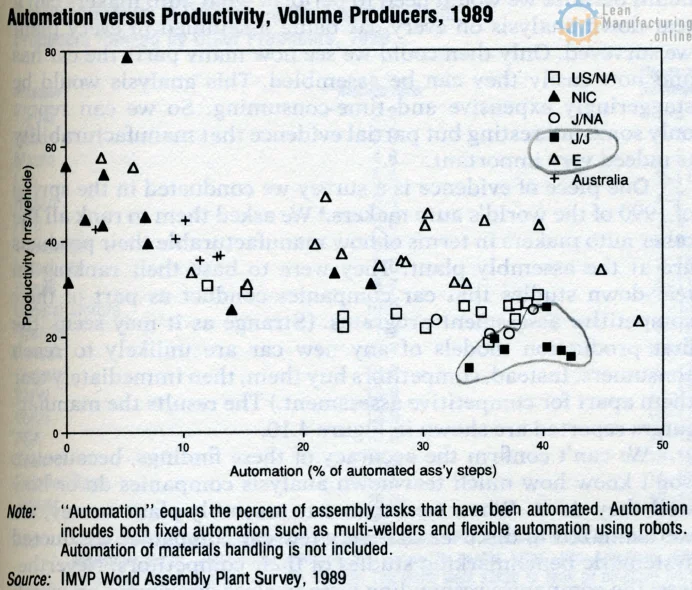
Những nhà máy lắp ráp ô tô trong thập niên 1980 tại các khu vực khác nhau đã thể hiện sự đa dạng đáng kinh ngạc. Từ sự tập trung vào hiệu suất và chất lượng ở Nhật Bản đến tính linh hoạt và quản lý chi phí ở Mỹ, cùng với sự pha trộn độc đáo tại châu Âu, mỗi khu vực đều có những đặc điểm và chiến lược riêng biệt.
Được biết đến với sự tự động hóa cao và chất lượng sản phẩm xuất sắc, nhưng chi phí ban đầu cũng tương đối lớn.
Giữ vững chất lượng và hiệu suất, thích nghi với thị trường địa phương mà không tăng quá nhiều chi phí.
Tập trung vào tính linh hoạt trong sản xuất, cân nhắc giữa tự động hóa và kiểm soát chi phí.
Sự pha trộn đa dạng giữa tối ưu hiệu suất và quản lý chi phí mà không hoàn toàn phụ thuộc vào tự động hóa.
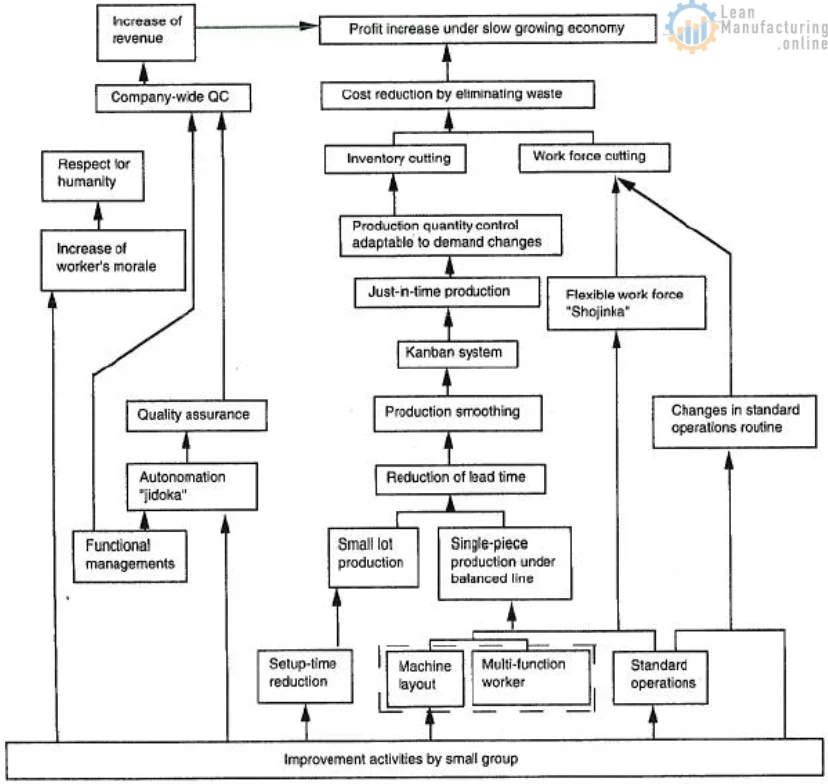
Trong ngành sản xuất, Hệ thống Sản xuất Toyota (TPS) đã trở thành một bản mẫu vững mạnh với ảnh hưởng to lớn đối với cả chi phí, chất lượng, số lượng và nhân văn.
TPS tập trung vào việc giảm thiểu lãng phí trong mọi quy trình, cắt giảm chi phí mà không làm giảm chất lượng.
TPS sử dụng "jidoka" và "poka-yoke" để phát hiện lỗi, đảm bảo chất lượng cao và tăng cường sự hài lòng của khách hàng.
TPS tối ưu hóa quy trình và giảm thiểu hàng tồn kho, thúc đẩy sản xuất nhanh và linh hoạt.
TPS đánh giá cao sự tham gia của nhân viên, khuyến khích cải tiến và tạo ra môi trường làm việc nhân văn.
Mô phỏng của một dây chuyền truyền tải gồm 20 máy, 19 buffer (giới hạn = 10 sản phẩm). Mỗi máy với thời gian chu kỳ một phút có thể sản xuất được 4800 sản phẩm mỗi tuần. MTTF (Thời gian trung bình giữa các lần hỏng) là 3880 phút, MTTR (Thời gian trung bình sửa chữa) là 120 phút.
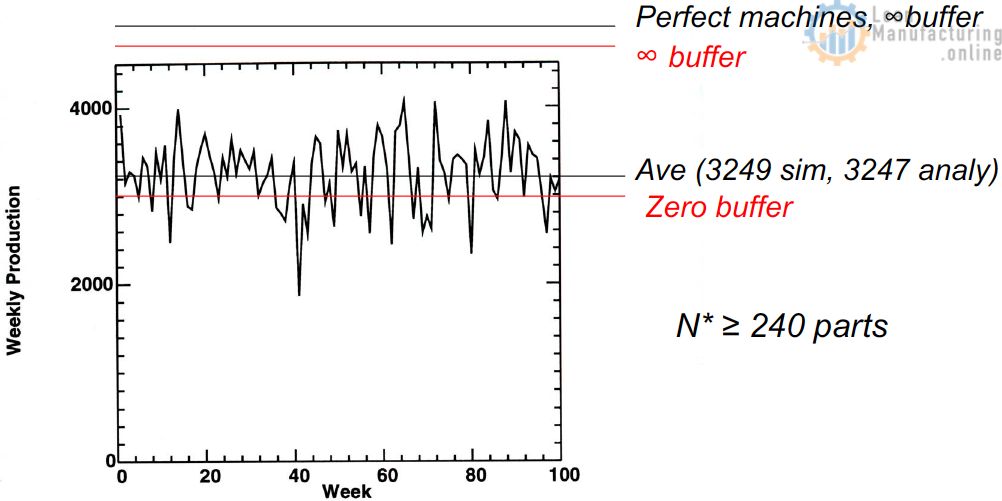
Cần phải có cách tốt hơn!
Nguyên nhân gây biến động trong quá trình sản xuất là sự xuất hiện của các vấn đề liên quan đến chất lượng, thời gian giao hàng và tài nguyên không khả dụng. Để giải quyết vấn đề chất lượng, cần thực hiện kiểm tra chất lượng kỹ lưỡng và ngăn chặn sự lan rộng của các vấn đề. Trong khi đó, để giải quyết vấn đề thời gian giao hàng, cần thực hiện các biện pháp như Just in Time, tạo ra dòng sản xuất liền mạch, và chuẩn hóa công việc. Đối với vấn đề về tài nguyên không khả dụng, cần tạo ra các giải pháp linh hoạt như thiết lập nhanh chóng và sử dụng máy móc linh hoạt cùng với đội ngũ công nhân được đào tạo nhiều kỹ năng.
Ông Monden cho biết từ "autonomation" bắt nguồn từ từ "Jidoka" trong tiếng Nhật. Từ này mang hai ý nghĩa, ý nghĩa đầu tiên là tự động hóa theo nghĩa thông thường, chuyển từ quy trình thủ công sang quy trình máy móc. Ý nghĩa thứ hai là "kiểm soát tự động của các lỗi". Ông Monden nói rằng đây là ý nghĩa được Toyota đặt ra. Ý nghĩa thứ hai này đôi khi được gọi là Ninbennoaru Jidoka, có nghĩa đen là tự động hóa với tư duy con người. Ông Monden tiếp tục cho biết rằng "mặc dù autonomation thường liên quan đến một dạng nào đó của tự động hóa, nhưng không chỉ giới hạn trong quy trình máy móc mà còn có thể sử dụng kết hợp với các hoạt động thủ công. Trong cả hai trường hợp, đây chủ yếu là một kỹ thuật để phát hiện và sửa chữa các lỗi sản xuất và luôn bao gồm các thiết bị sau; cơ chế phát hiện bất thường hoặc lỗi; cơ chế dừng dây chuyền hoặc máy móc khi có bất thường hoặc lỗi xảy ra. Khi có lỗi xảy ra, dây chuyền dừng lại, buộc phải chú ý ngay lập tức vào vấn đề, điều tra nguyên nhân và khởi đầu hành động sửa chữa để ngăn chặn các lỗi tương tự từ việc tái diễn..."
Reference: Yasuhiro Monden, Toyota Production System

Ref. The Design of the Factory With a Future by J. Temple Black
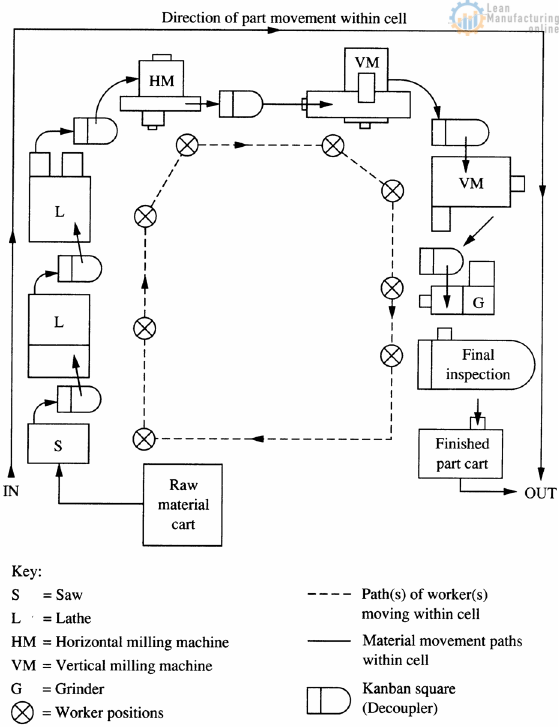
1/ Tạo các ô. Thực hiện các hoạt động tuần tự, tách rời người vận hành khỏi máy móc, phân loại các bộ phận theo nhóm, và duy trì quy trình làm việc một chiếc một lần trong mỗi ô sản xuất.
2/ Giảm thời gian thiết lập. Đưa các quá trình thiết lập ra ngoài để giảm thời gian ngưng máy trong quá trình chuyển đổi, và tiêu chuẩn hóa quy trình thiết lập.
3. Tích hợp kiểm soát chất lượng. Kiểm tra chất lượng bộ phận tại cell, Poka Yoke, dừng sản xuất khi bộ phận không tốt, làm cho vấn đề trở nên rõ ràng, Andon – thông tin về công việc đang được thực hiện...
4. Tích hợp bảo dưỡng dự phòng. Một công nhân bảo dưỡng máy móc, vận hành chậm hơn, người vận hành sở hữu việc sản xuất bộ phận.
5. Cân bằng và làm phẳng. Sản xuất theo thời gian Takt, giảm kích thước lô sản xuất, làm cho quá trình sản xuất trôi chảy hơn, sản xuất theo tỷ lệ phù hợp với nhu cầu.
6. Liên kết cell – Kanban. Tạo ra hệ thống "kéo" – Hệ thống "Siêu thị" cho biết trạng thái của hệ thống.
Cân bằng và làm phẳng

Hệ thống sản xuất kéo tại Siêu Thị

Hệ thống kéo ("Pull Systems") - Các đơn đặt hàng đến ở cuối dây chuyền và được "kéo" ra khỏi hệ thống. Công việc đang được thực hiện (WIP) giữa các máy cho phép hoàn thành nhanh chóng.

Hệ thống đẩy ("Push Systems") - Đơn đặt hàng (từ quyết định tập trung) đến ở phía trước của hệ thống và được sản xuất theo lô kích thước "B". Thời gian xử lý tại mỗi bước có thể không cân bằng.
7. Giảm WIP. Tạo hệ thống đáng tin cậy, tích hợp cơ chế tự hiệu chỉnh, giảm tồn kho.
8. Xây dựng Chương trình Nhà cung cấp. Truyền bá chính sách WIP thấp cho các nhà cung cấp của bạn, giảm số lượng nhà cung cấp, làm cho hiệu suất giao hàng đúng hẹn trở thành một phần của kỳ vọng.Cell TPS: Ví dụ
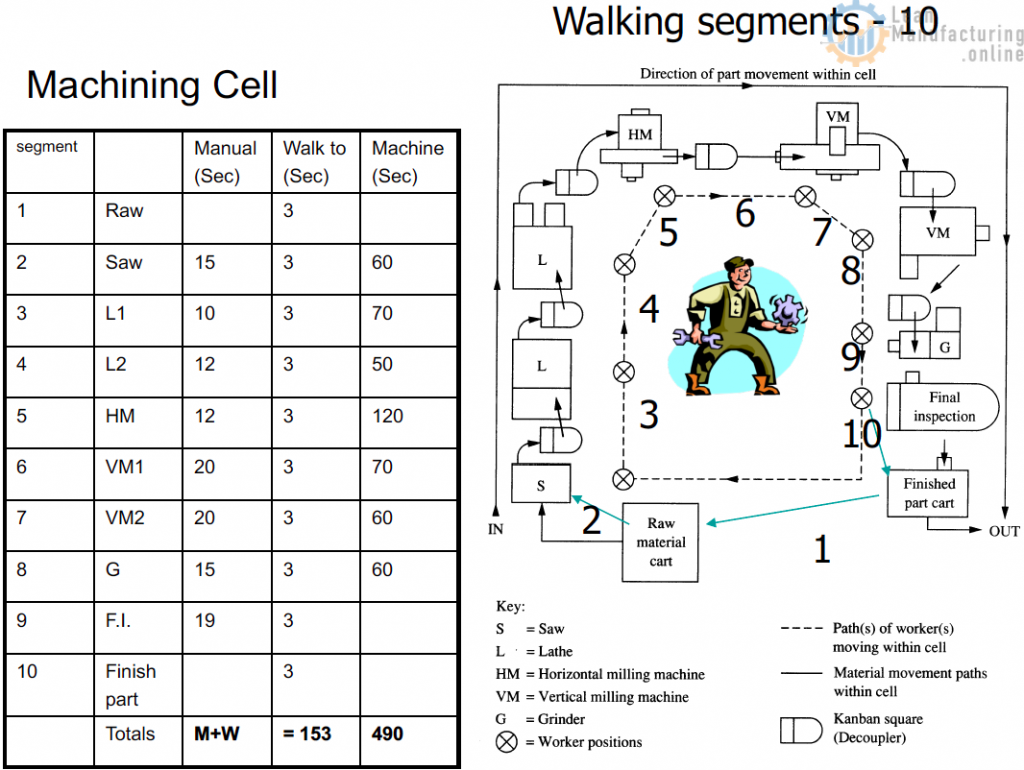
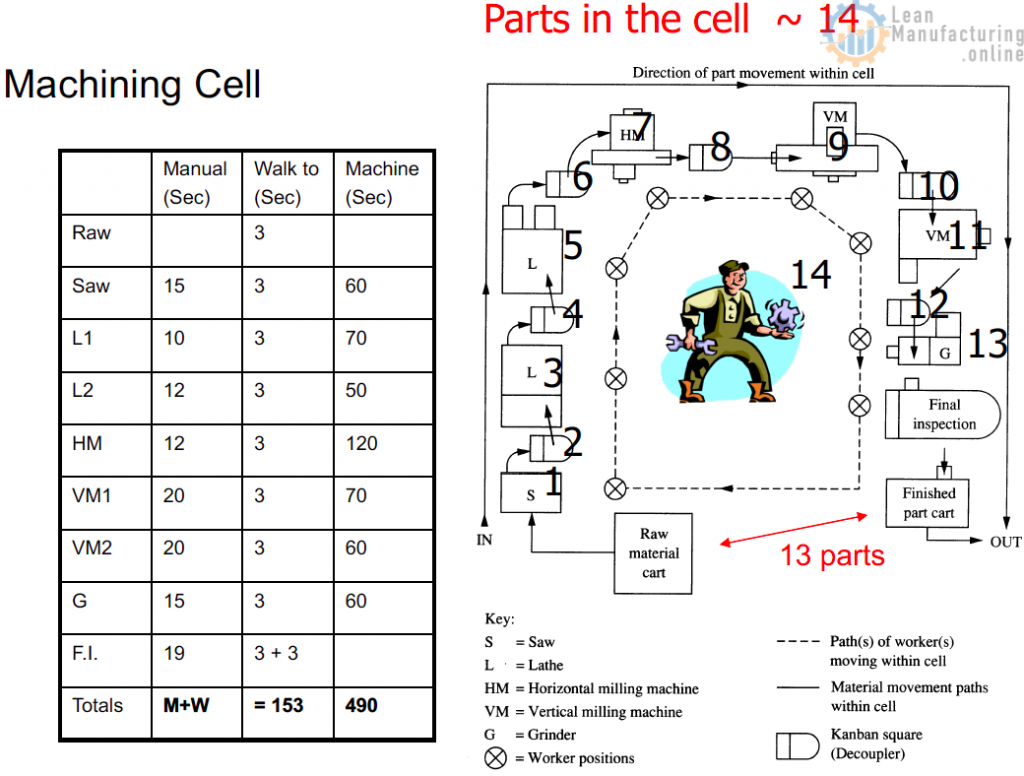
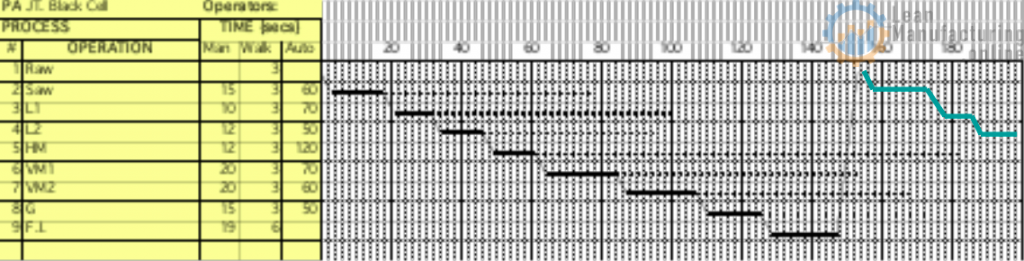
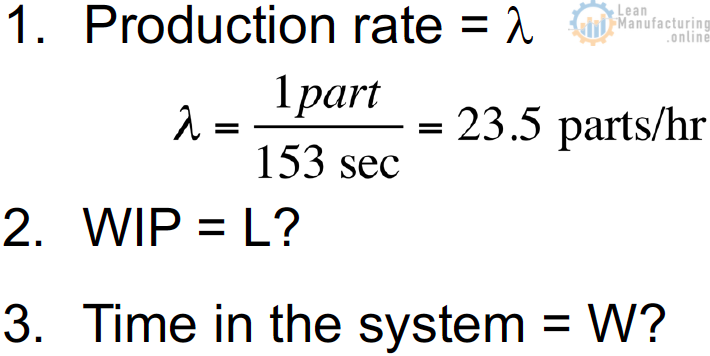
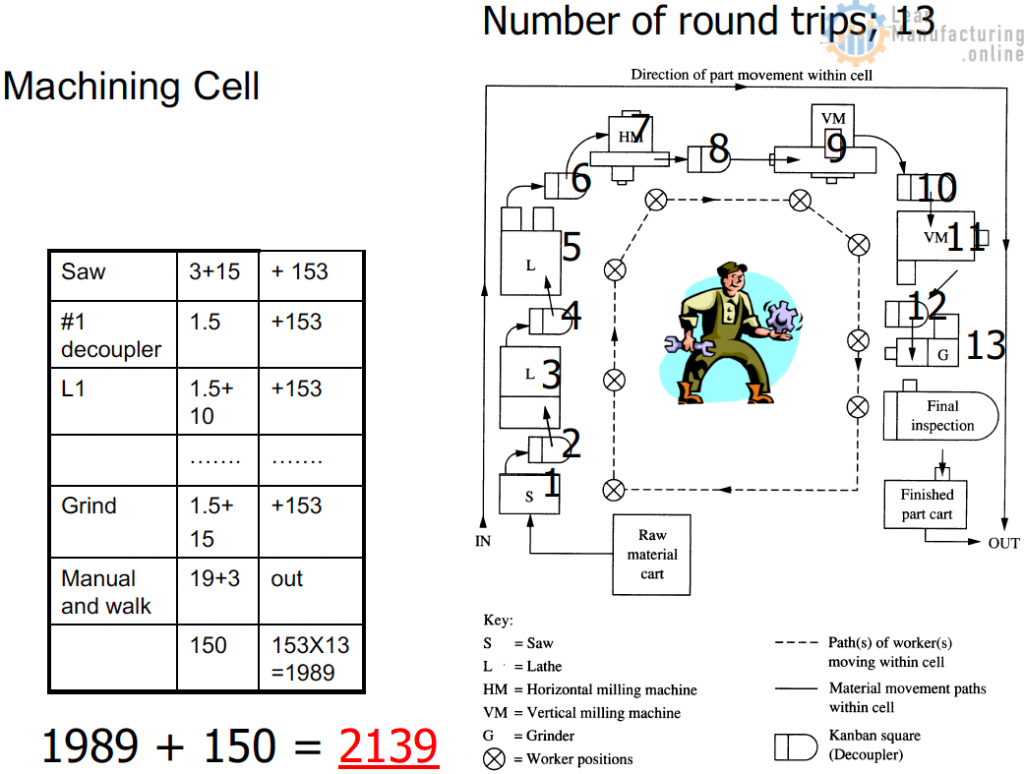
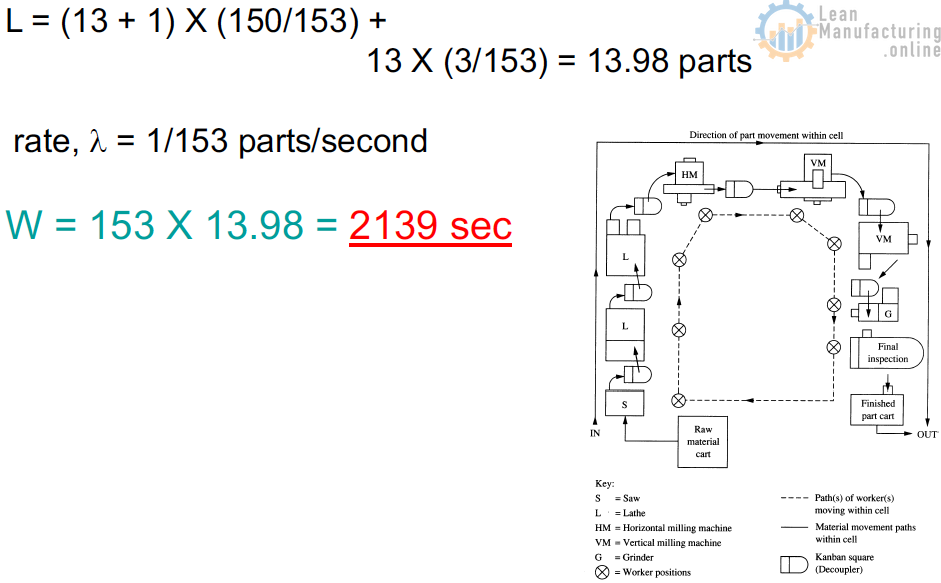
Cell sản xuất một bộ phận mỗi 153 giây.
Lưu ý: Thời gian máy tối đa (MTj) < thời gian chu kỳ (CT)
Ví dụ: 120+12 < 153
Để tăng tỷ lệ sản xuất:
a) Thêm công nhân vào cell.
b) Sửa đổi các sự cản trở của máy móc.
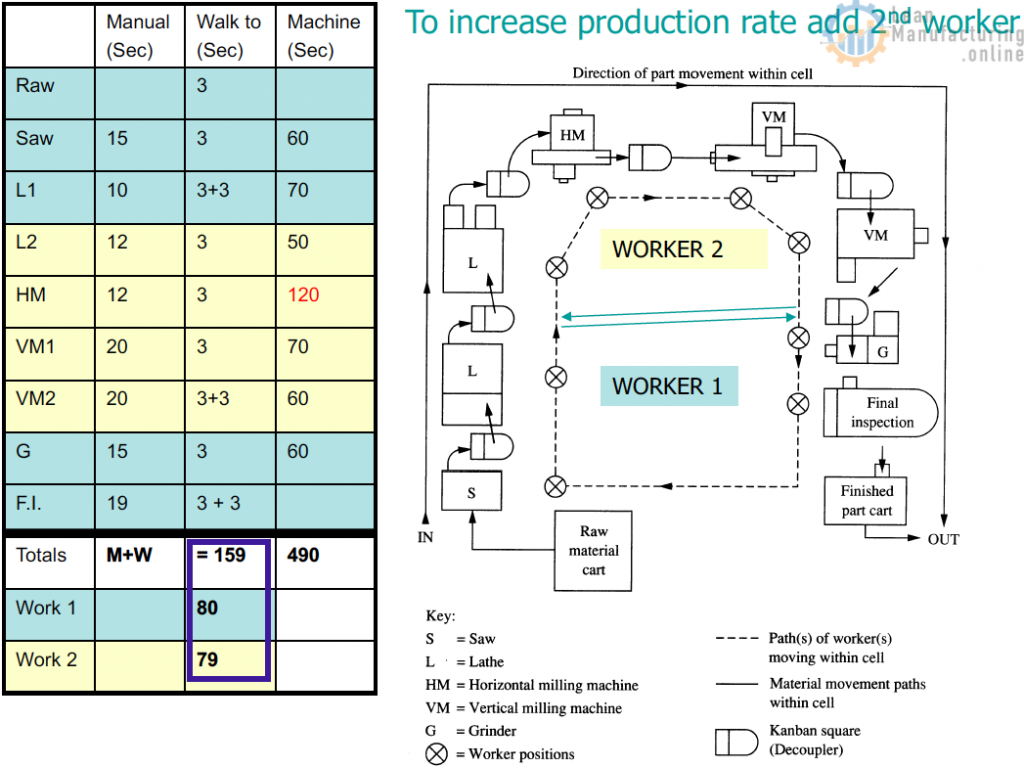
Tỷ lệ sản xuất cho cấu hình mới này là mỗi 132 giây sản xuất một bộ phận. Điều này cho thấy rằng chúng ta đang bị hạn chế bởi máy phay ngang (HM) vì thời gian chạy của nó vượt quá thời gian chu kỳ (CT) - 12 + 120 > 79.
Đây là một vấn đề với sự không cân đối giữa thời gian máy tối đa (MTj) và thời gian chu kỳ (CT), khiến sản lượng không thể tăng lên.

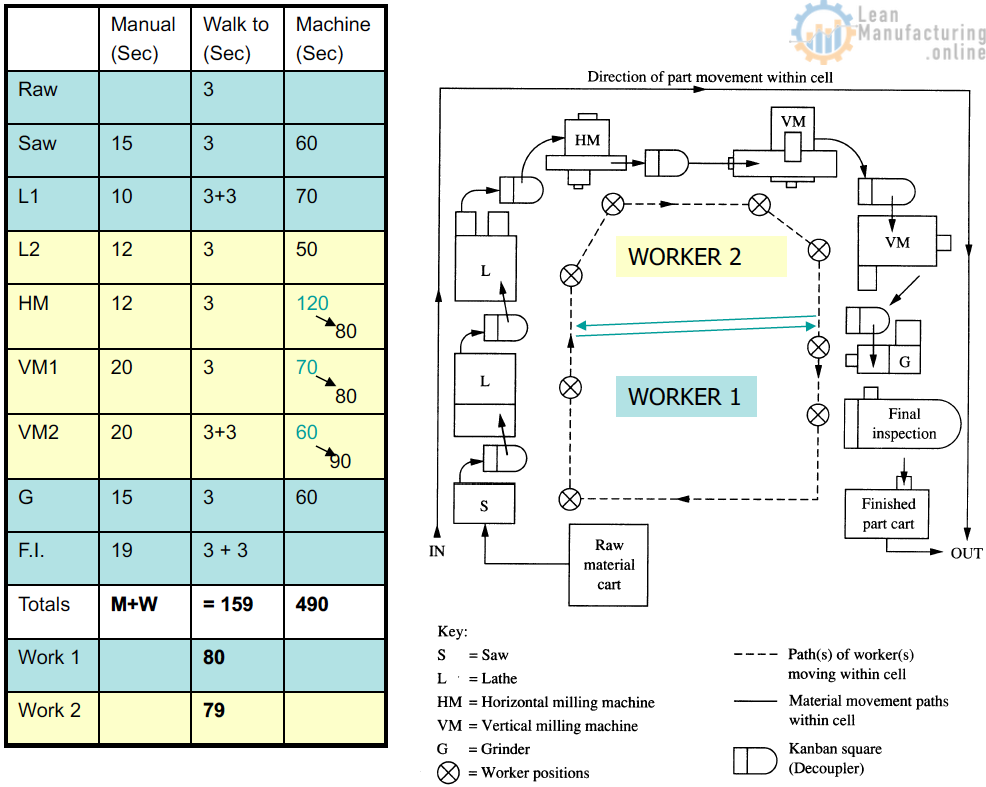
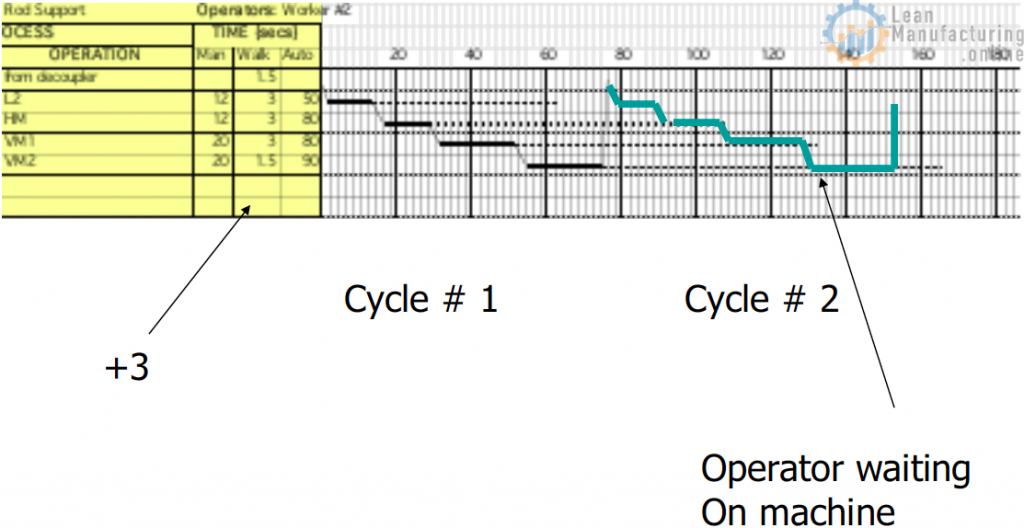
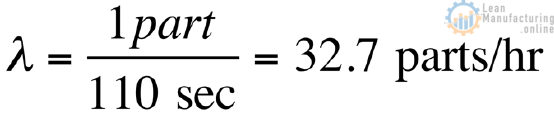
Tỷ lệ sản xuất mới là mỗi 110 giây sản xuất một bộ phận. Điều này chỉ ra rằng chúng ta bị hạn chế bởi Vertical Mill #2 vì thời gian chạy của nó (110 giây) vượt quá thời gian chu kỳ (79 giây).
Ưu điểm là tỷ lệ sản xuất đã tăng lên, nhưng nhược điểm là công nhân #2 phải chờ đợi tại Vertical Mill #2 khiến công nhân trở thành "rảnh rỗi" và không thể tăng tốc độ bằng cách thêm công nhân.
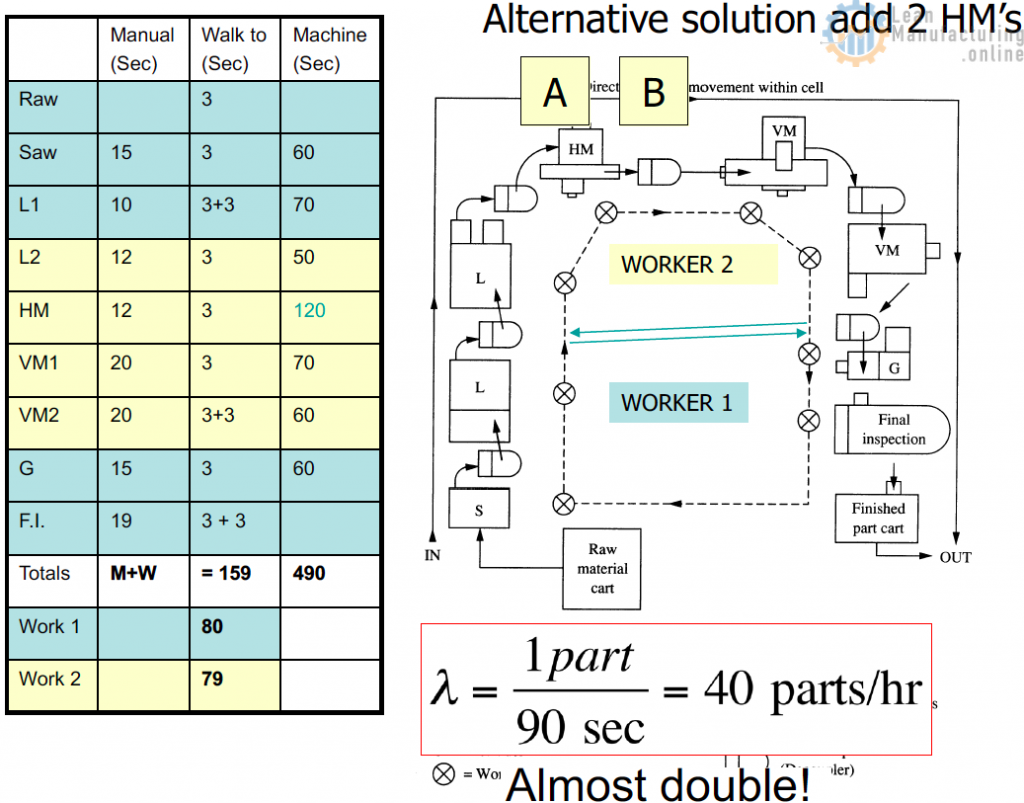
Thiết kế linh hoạt sẽ đảm bảo rằng thời gian chạy tối đa của mỗi máy (MTj) không vượt quá nửa thời gian chu kỳ (CT/2), giúp tối ưu hóa linh hoạt và hiệu suất của hệ thống.
(Source: LinkedIn, Leanmanufacturing.online)
Hệ thống sản xuất Toyota (TPS) được hình thành từ đầu thế kỷ 20 và phát triển qua nhiều thập kỷ. Đặc điểm nổi bật của TPS là tập trung vào việc loại bỏ lãng phí, tối ưu hóa quy trình sản xuất, và phát triển linh hoạt dựa trên các triết lý quản lý nhân văn như Kaizen (Cải tiến liên tục) và Just-in-Time (JIT).
JIT là phương pháp sản xuất chỉ sản xuất đúng số lượng cần thiết và đúng thời điểm, giúp giảm thiểu hàng tồn kho và lãng phí. Trong TPS, JIT là nền tảng quan trọng để đạt hiệu quả cao và giảm chi phí.
"Jidoka" là nguyên tắc tự động hóa với sự can thiệp của con người nhằm phát hiện lỗi và dừng lại ngay khi có sự cố. Điều này đảm bảo chất lượng sản phẩm và ngăn chặn lỗi tiếp diễn trong quá trình sản xuất.
TPS đã trở thành mô hình chuẩn trong sản xuất ô tô, giúp tăng cường hiệu suất, chất lượng và khả năng linh hoạt. TPS không chỉ ảnh hưởng đến ngành ô tô mà còn được áp dụng rộng rãi trong nhiều ngành sản xuất khác trên toàn cầu.
Các giai đoạn chính của TPS bao gồm sự hình thành ban đầu vào những năm 1970, mở rộng và đổi mới vào những năm 1990, đa dạng hóa và sáng tạo vào thập niên 2000, và tích hợp toàn cầu từ thập niên 2010 đến nay.
TPS đánh giá cao sự tham gia của nhân viên, khuyến khích cải tiến và tạo ra môi trường làm việc nhân văn. Sự tham gia này giúp nhân viên cảm thấy có trách nhiệm hơn và góp phần nâng cao chất lượng, hiệu quả của quá trình sản xuất.
TPS và JIT giúp giảm thiểu lãng phí, tối ưu hóa quy trình sản xuất, và cung cấp khả năng đáp ứng nhanh chóng với yêu cầu thị trường. Nhờ JIT, Toyota có thể duy trì lượng hàng tồn kho tối thiểu trong khi vẫn đảm bảo chất lượng và năng suất.
Các nhà máy ở Nhật Bản chú trọng vào tự động hóa cao và chất lượng sản phẩm, trong khi ở Mỹ, các nhà máy thường linh hoạt hơn, tập trung vào việc kiểm soát chi phí và đáp ứng đa dạng nhu cầu thị trường địa phương.
TPS đang tiếp tục tích hợp công nghệ số và công nghệ thông tin vào quy trình sản xuất, mở rộng ứng dụng toàn cầu. Trong tương lai, TPS sẽ còn phát triển để đáp ứng nhanh chóng với sự biến động của thị trường và tiếp tục là nguồn cảm hứng cho các mô hình sản xuất tiên tiến.
TPS tập trung loại bỏ lãng phí ở mọi khâu trong quy trình sản xuất, giúp giảm chi phí mà không làm giảm chất lượng. Các kỹ thuật như "jidoka" và "poka-yoke" đảm bảo phát hiện lỗi sớm, tăng chất lượng sản phẩm và tối ưu hóa hiệu quả sản xuất.
Có rất nhiều khóa học trên thị trường, các khóa học như Lean SiX Sigma Đai Trắng và Đai Vàng theo tiêu chuẩn ISO18404 và ISO13053 có giá trị quốc tế.
Tham khảo thêm:
Quý độc giả có thể tham gia các nhóm chia sẻ kiến thức và kinh nghiệm bổ ích qua các kênh sau:
Chương Trình Lean Six Sigma Lean Practitioner - Green Belt - Black Belt
Tổng Quan Các Chương TrìnhTrở thành người tiên phong và chuyên gia cải tiến quy trình sản xuất tinh gọn.
Người học sẽ được trang bị kiến thức và kỹ năng để cải thiện hiệu quả vận hành của tổ chức, cung cấp các giải pháp cho các vấn đề liên quan tới quy trình như năng suất và chất lượng, và hiểu rõ triết lý quản lý Lean.
Nội dung chi tiếtỨng dụng tốt các phương pháp Lean Six Sigma, tự tin và dẫn dắt dự án cải tiến.
Người học đai xanh có khả năng áp dụng Lean Six Sigma, nhận diện tiềm năng cải tiến, tối ưu hóa quy trình với DMAIC, khám phá nguyên nhân gốc rễ, và dẫn dắt dự án cải tiến với sự tham gia từ nhiều bộ phận.
Nội dung chi tiếtThông thạo hầu hết các phương pháp Lean Six Sigma, dẫn dắt và quản lý dự án cải tiến.
Người học đai đen sẽ nắm vững các phương pháp Lean Six Sigma, tối ưu hóa quy trình với DMAIC, mô hình hóa quy trình bằng Thiết Kế Thực Nghiệm, dẫn dắt dự án cải tiến và điều hành nhóm để đạt kết quả tốt nhất cho tổ chức.
Nội dung chi tiết